Failure Modes and Effects Analysis
An FMEA or Failure Modes and Effects Analysis is a systematic process & tool that requires a thoughtful consideration for all of the potential failure mode associated with a new design or process.
This tool also facilitates the analysis & assessment of the risk associated with all of the identified failure modes & their resulting effect on your customer.
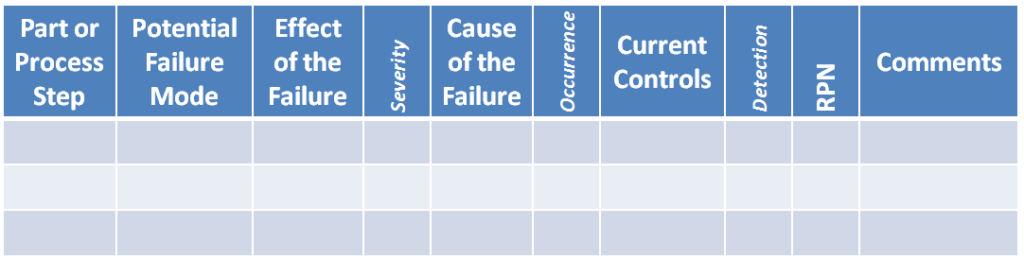
Below is an example of an FMEA, which is basically a table that captures all of the major areas within the analysis, including the failure modes, effects, causes & current controls.
There are actually 2 different types of FMEAs, the DFMEA (Design FMEA) & the PFMEA (Process FMEA). We will quickly discuss these below to review the differences, similarities & links between them that you must know as a Six Sigma Green Belt.
PFMEA & DFMEA (Differences, Similarities & Links)
The DFMEA or Design FMEA, is focused on analyzing and improving the reliability and safety of your new design, with a heavy focus on design deficiencies and an analysis of the different interactions, interfaces & product features associated with your new design.
One of the primary benefits from the DFMEA is that it helps to identify the product features, or product quality attributes, that have a relationship with your products functionality requirements or safety features, etc.
For example, the DFMEA should identify which product attributes or features can deviate in such a way that a harm can occur to the end user. These product attributes are commonly called CTQ’s (Critical to Quality) or CQA’s (Critical Quality Attributes).
These CTQ’s or CQA’s should naturally flow down in to your PFMEA for consideration as to how your process failures may result in the failure of one of those CQA’s.
As such, the severity for these CTQ’s or CQA’s can naturally flow down from your DFMEA to your PFMEA (assuming you’re using the same scale).
The PFMEA or Process FMEA, comes after the DFMEA and is focused on analyzing your manufacturing or assembly process to identify all potential failure modes and then subsequently assess the risk associated with those process deviations.
Both of these FMEA’s use inductive logic and are considered a “Bottoms Up” approach to risk management. Both FMEA types include single point failures only, and as such, neither type includes multi-failure analysis.
Also, they both generally operate on the same assumption that the inputs (raw material) to process & design are “nominal” and therefore don’t include those failure modes within either analysis.
While these FMEA’s have a different focus (design v. process) they both follow the same general process, which is outlined below.
The 10 Step FMEA Process
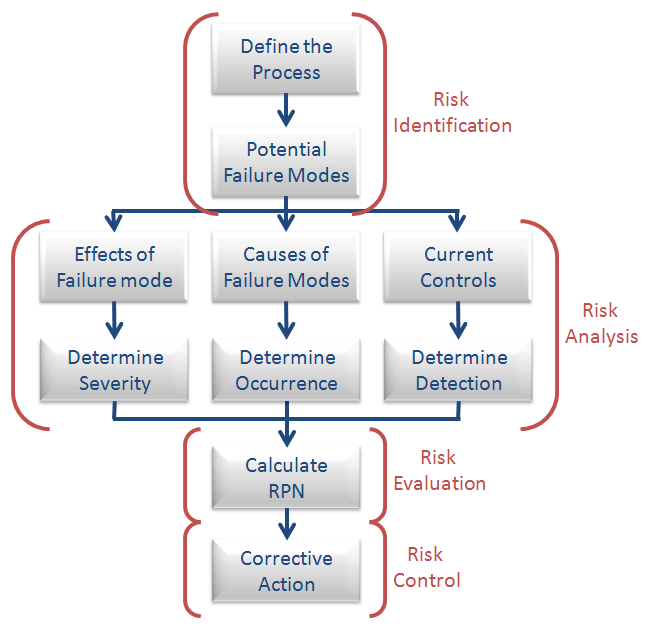
Below is a high level review of the 10 step FMEA process, where each step is discussed in more detail below.
In terms of the overall risk management process, Steps 2 – 5 can be considered part of the Risk Identification process, while steps 5 – 8 can be considered part of the Risk Analysis & Risk Evaluation process.
- Establish the Ground Rules for your FMEA Process
- Define your System or Process to be Analyzed
- Identify the potential failure modes for each of your product attributes or process steps
- Determine the potential effect(s) of the failure mode on the system or customer
- Determine the potential cause(s) for each failure mode (5 Why’s)
- Estimate the severity for each failure mode & effect
- Estimate the likelihood of occurrence for each failure mode & cause
- Estimate your detection level for each failure mode, cause & effect
- Calculate the Risk Priority Number (RPN) & Risk for each failure mode
- Take Corrective Action to Reduce/Mitigate or Eliminate Risk
I’ve summarized this process into a nice little flow diagram:
Next: DMAIC !!